MENU
SERVICE事業案内
高分子天然ガス圧接継手
解説及び実演動画
当社にて高分子天然ガス圧接継手(エコスピード工法)の解説及び実演動画を制作いたしましたので是非ご視聴ください。
高分子天然ガス圧接施工(エコスピード工法)とは
鉄筋継手に用いられるガス圧接工法は、従来、アセチレンガス+酸素火炎を用い、接合不良の原因となる加熱時の鉄筋接合面の酸化防止に還元炎を用いていました(以下、アセチレン圧接と言う)。
高分子天然ガス圧接工法は、アセチレンガスに替わり環境に優しい天然ガスを用い、還元炎に替わり高分子還元材(PSリング)を用いる新しいガス圧接技術です。本工法は、天然ガスによる環境負荷の低減と、還元材による酸化防止技術でガス圧接の信頼性を向上させました。

↑ 圧接専用天然ガス(エコウェルガス) 
↑ 標準仕様書
アセチレン圧接を高分子天然ガス圧接に替えると
天然ガスへの変更により
- 環境負荷の低減 ⇒ CO2排出量の削減、省エネルギー、廃棄物の削減
- 安全性の向上 ⇒ 事故の軽減 (逆火、燃焼範囲、滞留)
- 供給の安定 ⇒ アセチレンガスの将来性不安(生産量の減少、価格高騰)
- 高強度SD490の安定性 ⇒ 火炎温度が低く、バーナー操作を工夫することで熱影響部破断が起きにくい
還元材(PSリング)による酸化防止技術で
- 圧接不良の低減 ⇒ PSリングによる酸化防止で、風・雨、作業ミス等による圧接不良の解消
- 圧接時間の短縮 ⇒ 加熱効率のよい火炎による加熱工程同一加熱
- 圧接品質の安定 ⇒ 機器、作業の統一による標準化と技量負担の低減

↑ PSリング 
↑ PSリング取付け図
高分子天然ガス圧接とアセチレンガス圧接の比較
| 項目 | 高分子天然ガス圧接工法 | アセチレン圧接工法 | ||
|---|---|---|---|---|
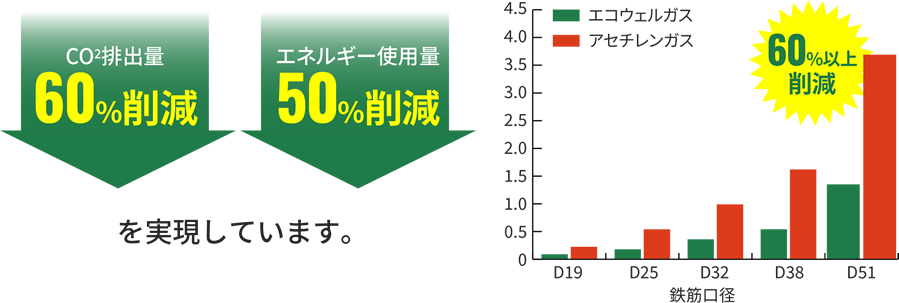
| 天然ガス使用で | 環境性 | CO2排出量 | 60%削減(LCA評価)、25%削減(燃焼時) | - |
| エネルギー使用量 | 50%削減(LCA評価) | - | ||
| 廃棄物 | 自然界からの産出ガスのためほとんど出ない | 工業的に製造するためカーバイトカス、排水(ダイオキシン)等 | ||
| 安全性 | 逆火 | 燃焼速度が遅く、ほとんど逆火しない | 燃焼速度が速く、逆火し易い | |
| 燃焼範囲(空気中) | 5~15%(火がつき難い) | 2.5~100%(火がつき易い)(自己分解爆発有り) | ||
| 漏洩検知 | 付臭され、臭気で漏洩確認が可能 | 特有の臭気はあるが、漏洩確認は難しい | ||
| 将来性(供給不安) | 資源性 | 自然界に大量に存在世界の可採量752兆m3、年数230年(2013年BP調査) | 石炭と石灰を原料とし製造日本の生産量1.1万t/年(9.4百万m3)需要の減少に生産量の低下伴い、価格上昇・工場閉鎖が続く(将来的供給懸念) | |
| 酸化防止技術と圧接不良 | 酸化防止の必要性(接合不良の原因) | 鉄は、大気中で高温にすると激しく酸化し、酸化物が発生するガス圧接では、この酸化物が鉄筋接合面にあると接合不良を起すそのため接合端面の密着まで還元性雰囲気の維持が必要 | ||
| 還元性雰囲気の確保 | 事前に圧接端面に取り付けられた還元材(PSリング)は、加熱により分解し、還元性ガスを発生。この還元性ガスで接合端面を覆うことで、酸化を防止。 | アセチレンガスと酸素の混合量を調整した還元炎を用いる 還元炎は高温な還元性ガスのため、このガス(火炎)を接合端面間に供給して酸化を防止。 | ||
| 還元性雰囲気の維持(大気の侵入防止) | 鋼製リングで、物理的に大気侵入防止 | バーナー(火炎)を固定して、火炎で接合面間を被包(シールド)して大気侵入防止 | ||
| 酸化防止の阻害要因 | 課題の解決 | ・風雨等の影響・バーナー操作ミス(よそ見、狭所等の影響)・作業者の疲労(バーナーの固定は重労働)・ (直角切断しない場合)すき間があり酸化物ができやすい | ||
| 還元材の効果 | 作業の変化(作業者負担軽減) | 還元力調整 | 必要なし(PSリングから発生する分解ガス量一定) | アセチレンと酸素量の調整(経験要) |
| 還元状態確認 | 目視で還元性ガスの噴出炎を確認 | 出来ない | ||
| 火炎調整 | 同一火炎で全工程加熱 | 還元炎から中性炎への切り替え | ||
| バーナー固定操作 | 必要ない | 還元炎加熱中は、固定が必要 | ||
| 追加作業 | PSリングの取付(補助作業員が実施) | 無し | ||
| 圧接時間 | 太径になるほど早くなる | 作業者によりバラツキがある | ||
| その他の特徴 | 作業方法 | 機材 | 統一 | 統一されていない |
| 加圧・加熱方法 | 早期アプセット法で統一 | 統一されていない | ||
| 作業者の技量依存 | 技量依存は低い | 技量依存が大きい | ||
| 日本鉄筋継手協会の鉄筋継手工事標準仕様書の規定 | 基準書(鉄筋継手工事標準仕様書) | 高分子天然ガス圧接継手工事2018年 | ガス圧接継手工事2017年 | |
| 適用鉄筋 | 異形棒鋼(ねじ節含む) | SD345、390、490D19~D51 | SD295、345、390、490D16~D51 | |
| 外観基準 | ふくらみ直径 | 1.6d以上 | 1.4d以上(SD490は1.5d) | |
| ふくらみ長さ | 1.2d以上 | 1.1d以上(SD490は1.2d) | ||
| その他(偏心等) | 同一 | |||
| 端面処理(冷間直角切断機よる切断) | 実施 | 実施 | ||
| 継手性能 | 同一(A級継手性能) | |||
| 技量資格 | 日本鉄筋継手協会認証資格 | 高分子天然ガス圧接技量資格1~4種 | 手動ガス圧接技量資格1~4種 | |
| 検査基準 | 同一 | |||
| その他仕様書相違 | 風速 | 風速5m/s以上で作業中止 | 風速4m/s以上で作業中止 | |
| SD490用ポンプ | 指定なし | 上下限圧設定機能付きが必要 | ||
| その他 | 施工体制・資格者数 | 2023年10月現在: ・施工会社:87社 ・有資格者数:約320名※各社間で応援体制を構築 |
全国で約2400名程度 | |
| 施工実績 | 2023年3月末現在 ・物件数:5,155件 ・圧接箇所数:約618.7万箇所(公共物件採用数:1,187件) | 多数あり | ||
| 圧接コスト(切断費除く) | 同等 | |||
| 実施工の継手ふくらみ直径 | 1.65~1.7d程度(エコウェル協会調査) | 1.6~1.7d程度(日本鉄筋継手協会調査) | ||
| 歴史 | 約13年(2010年10月より) | 約70年(1950年代より) | ||
| NETIS登録 | 2013年2月登録(TH-120026-VE) | なし | ||
| ガスボンベ1本当たりの圧接箇所数(D32の場合) | 天然ガス:90~100酸素:35~40 | アセチレンガス:50~60酸素:65~70 | ||
新技術「PSリング」
新たに開発された高分子還元剤「PSリング」は、 ポリスチレンと鋼製リングで構成され、圧接前に鉄筋端面に挟み込むことで、 鋼製リングで大気の侵入を遮断して酸化を防止することができます。

↑ ポリスチレンカップ 
↑ 鋼製リング
NETIS登録番号:TH-120026-VE
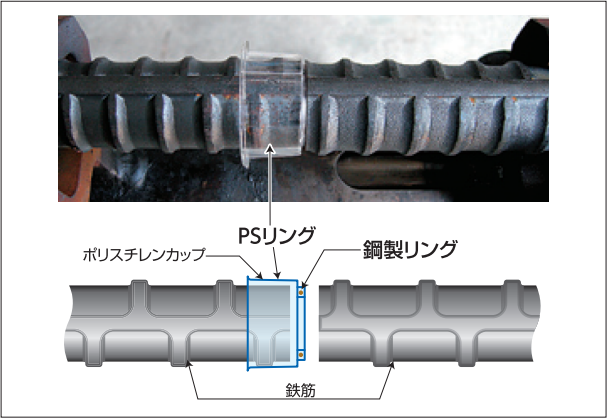
↑ PSリング施工状況と模式図 
↑ 施工写真
概要
「エコスピード工法」は、加熱燃料にアセチレンガスを用いる従来のガス圧接工法に替わり、天然ガスを用いることで環境負荷の低減を図るものである。
さらに、鉄筋接合面の酸化防止のために高分子還元材(PSリング)を採用しており、従来の酸化防止対策(還元炎)と異なり手動で操作でき、不良率低減も可能にした。
特長
環境にやさしい
天然ガスの使用により、従来工法と比較してCO2排出量は60%、エネルギー使用量は50%削減を達成しており、環境負荷低減に寄与する。安全性が高い
従来圧接に用いられていたアセチレンガスは逆火のリスクが懸念されるが、本工法では天然ガスを用いるため逆火の心配がなく安全。
また本工法専用に「エコウェルガス©」として、においを付けてボンベに充填して供給されるため、現場での漏洩事故も防止する。-
PSリングによる酸化防止
圧接接合面の酸化防止には、ポリスチレンカップと鋼製リングでできた「PSリング」を用いる。
これにより、従来工法(還元炎)で問題となっていた還元力調整や風雨の影響、シールドのためのバーナー固定不備など、接合不良要因を解決することができる。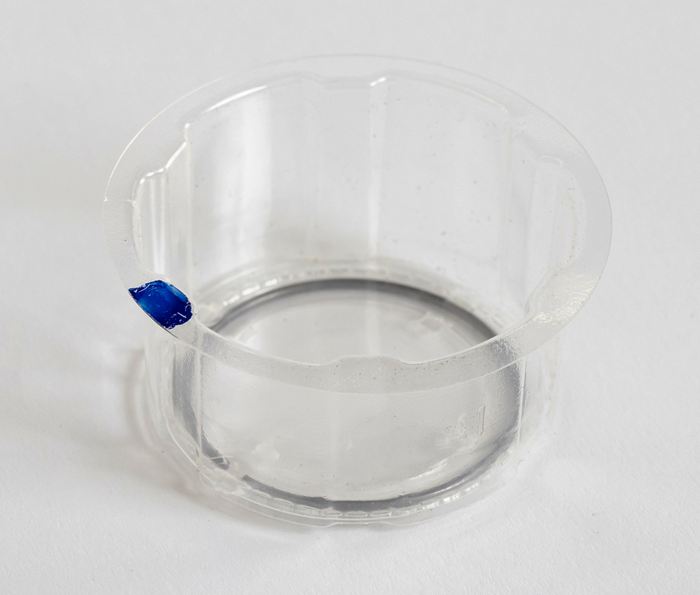
↑ PSリング 品質の確保
使用機器、加熱・加圧操作、目視による還元状態の確認等、作業方法が統一されているため作業者の技量差が出ず、均一な品質を確保できる。
太径(D35以上)においても、バーナー固定動作が不要なため品質が安定している。SD490の高強度鉄筋に最適
天然ガスは火炎温度が低く、また、バーナーを常に動かし鉄筋全体を加熱するため、鉄筋の温度勾配がなだらかになり、熱影響部(HAZ)破断が発生しにくい。
機械式継手からの切替でコストダウンが可能。従来工法と同等のコスト
本工法のコストは、従来のアセチレンガス圧接と同等。
さらに、今後アセチレンガスは生産量の減少に伴い価格上昇が予測されている一方、天然ガスは供給・価格ともに安定して推移すると考えられ、将来性のある工法と言える。A級継手性能
(公社)日本鉄筋継手協会の「ガス圧接性能判定基準」に合格し、工法認定を取得済。
継手性能種別のA級継手として性能が確認されている。
圧接できる鉄筋の種類
| 区分 | 鉄筋の種類 | 鉄筋の呼び径 |
|---|---|---|
| 異形棒鋼 | SD345 | D19以上D51以下 |
| SD390 | D19以上D51以下 | |
| SD490 | D19以上D51以下 |
外観形状
施工優位性 説明動画
環境にやさしい天然ガス
エコスピード工法(高分子天然ガス圧接継手)は、圧接専用のガス組成に調整した天然ガス「エコウェルガス」を使用することで、従来の圧接工法よりも
更に当社で使用される天然ガスにおいてはCO2クレジットを相殺された(カーボンオフセット)
カーボンニュートラルLNGを使用している為
「CO2排出量実質ゼロ」を実現いたしました。
パンフレット
