TECHNOLOGY技術紹介
当社が製作した、圧接専用に開発された自動加圧ポンプ
(あっせつ君Ⅲ APW-SHOEI)について
あっせつ君Ⅲでは、予め各鉄筋径に応じた適切な加圧力と加圧回数が設定されており操作も簡略です。
全作業員が同じ圧力プログラムによって作業出来るため、作業の標準化が可能になります。
加熱者は液晶パネル操作によって、手動ガス圧接モード、高分子天然ガス圧接モードへの切替が容易に行え、鉄筋径を選択するだけで適切な加圧条件にて作業を開始できます。加熱作業において加圧ポンプの操作が不要なため、加熱作業に専念する事ができ、密着不良等のヒューマンエラー防止に繋がります。
このあっせつ君Ⅲを使用した施工方法を当社では「半自動ガス圧接工法」と呼称しております。
あっせつ君とは
当社が開発から販売まで手掛ける、自動加圧制御装置の名称です。
開発背景や機能について紹介しております。
【あっせつくんⅢ紹介映像】

圧接器締め付けボルト実験結果
鉄筋材質SD345、鉄筋径D25、各10本を新品のボルトによってインパクトレンチで締め付けた。
外気温度15度、インパクトレンチの使用電圧を90Vに設定し、5秒間締め付けた実験結果。
-
球状ボール付ボルトの場合

鉄筋の締め付け位置に関係なく母材破断になる。
-
締付けボルト痕破断防止対策について

当社ではもっとも脆性的な破断の要因とならないスパイクボルトを使用し当社規定のスパイクボルト使用限度規定に則り6か月毎に点検を行っております。下記(写真②)の様な先端形状がすり減った締付けボルトでは圧接器に圧力を加えた際すべりを誘発させる為、締付けを過剰に行う必要がありボルト痕破断を生じさせる要因となります。

-
スパイク小ボルトの場合

鉄筋傷はギザギザ斑点がよく分かるが、ボルト傷からの破断は起きない。
-
カップ型ボルトの場合

鉄筋の縦リブ箇所で締め付けると傷が多く食い込み、傷跡破断になる。
-
ダブルリング型ボルトの場合

締め付ける位置によってボルト傷から破断しやすい。縦リブ締め付け時。
ガス圧接の品質に影響する鉄筋端面処理
右の写真は、鉄筋製造メーカーから出荷された鉄筋端面と、鉄筋加工業者の鉄筋切断機によって切断された部分です。斜めにカットされた物や、鉄筋が押しつぶされて切断された物、端面に凹凸が生じて切断された物などがあります。
圧接施工の場合には、このような鉄筋端面をグラインダー等で平滑に仕上げ、互いに突き合わせた時に隙間を2mm以下にしなければなりません。凹凸が5mm位ある双方の鉄筋を研磨するには、かなりの時間と手間が掛かります。また、ガス切断でも切断した後の表面が斜めになる場合、波打ちで切断する場合などがあり、平滑にするのに時間と手間が掛かります。
品質管理の重要性を理解している圧接業者は、このような鉄筋端面を冷間直角切断機を使用して直角に切断します。切断した双方の鉄筋を突き合わせれば隙間は限りなく0mmに近づけることができます。

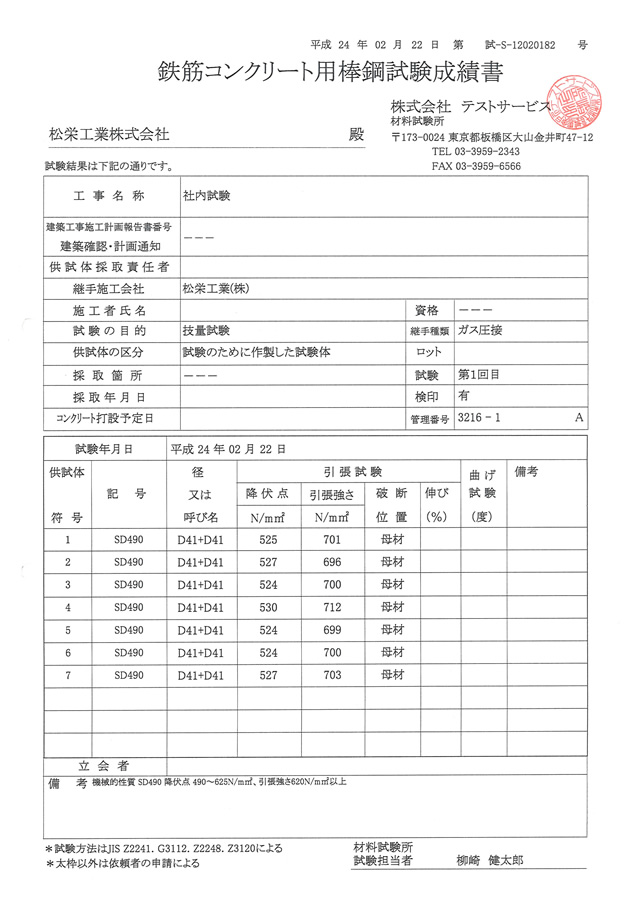
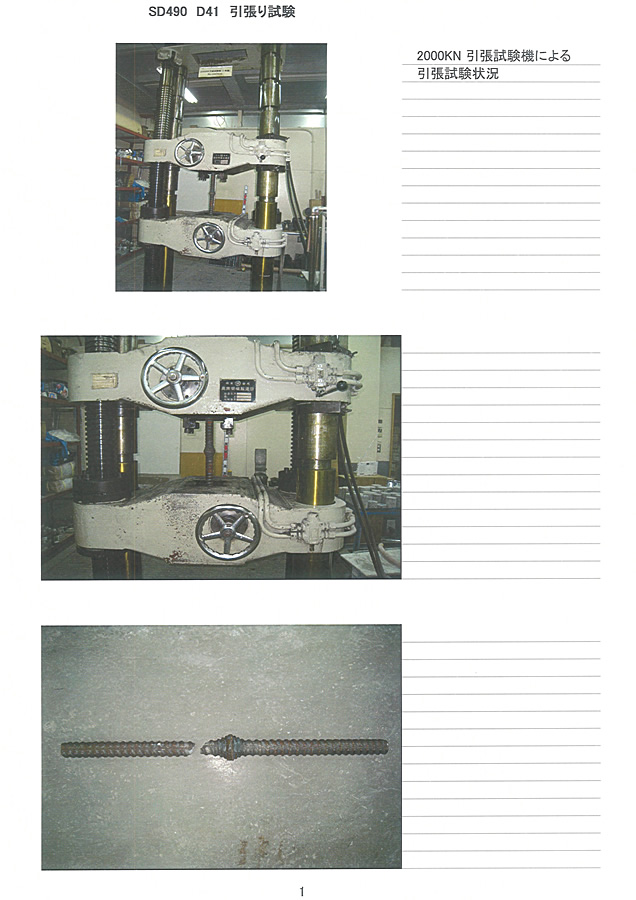
SD490圧接妥当性実験結果
鉄筋材質SD490、鉄筋径D41、7本をあっせつ君II(ATW-TAII型)の自動制御加圧ポンプによって圧接した実験結果
冷間直角切断機
D32・D38・D51用とあり、鉄筋径により冷間直角切断機を選定します。

